
産業ニュース
-
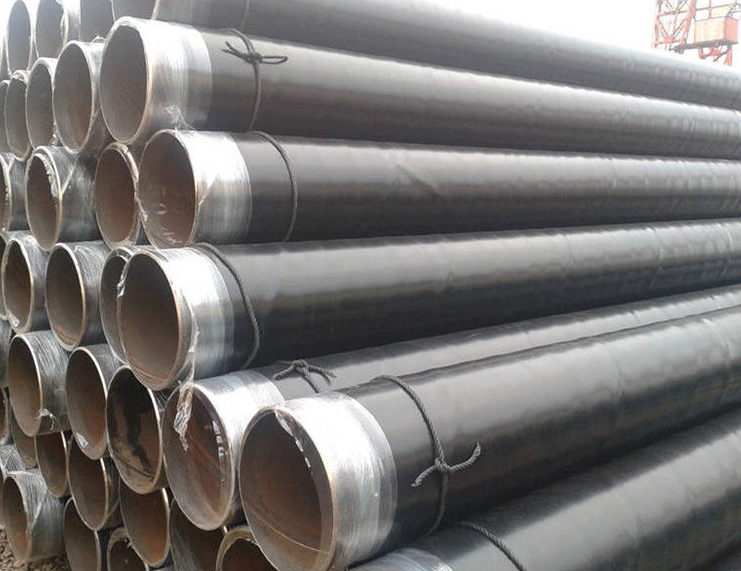
回避策3 PEコーティングパイプ端部が反ってしまう
1、パイプ溶接のプロセスに影響を与えない条件では、リザーブ長さを増やすことが適切である必要があります。鋼パイプの長時間の堆積、深刻なパイプ金属腐食によるポリエチレン層のエポキシ粉末端を防ぐことができます。 3 PE防食剤がエッジを反らせてしまいます。続きを読む -

ストレートシームサブマージアーク溶接管のトレンド
エネルギー市場の状況、特に大型LSAWパイプの開発を促進する長距離ガスパイプライン建設、現在の市場、国内および海外市場における石油およびガスパイプラインの国内需要は約800万トン、年間供給量は11億トンです。 、より多くの...続きを読む -

LSAW パイプ溶接の品質管理措置
大口径LSAWパイプ肉厚は大きく、優れた材質、プロセス安定性を備えており、国内外の大規模な石油およびガスパイププロジェクトの最初の選択肢となっています。大きな直線シームのサブマージ アーク溶接パイプの溶接継手では、溶接部と熱影響部でバーストが発生する可能性が最も高くなります。続きを読む -

UOEとJCOEの違い
UOEとJCOEの違いは、それらの製造プロセスの違いによって引き起こされます。上記 2 種類の製造プロセスは、技術的にはほぼ同じですが、大きな違いは成形方法です。 UOE成形はU成形とO成形の2工程で行うことができます。JCOE成形は...続きを読む -

ステンレス鋼管損傷時の一般的な表面処理
ステンレス鋼管の製造工程で、表面に錆が発生したり、溶接スパッタ現象が発生して溶接されたステンレス鋼管の表面に傷が増えたり、このような場合はどうすればよいですか?トーチは、ステンレス鋼管メーカーの専門的な製造および販売として...続きを読む -
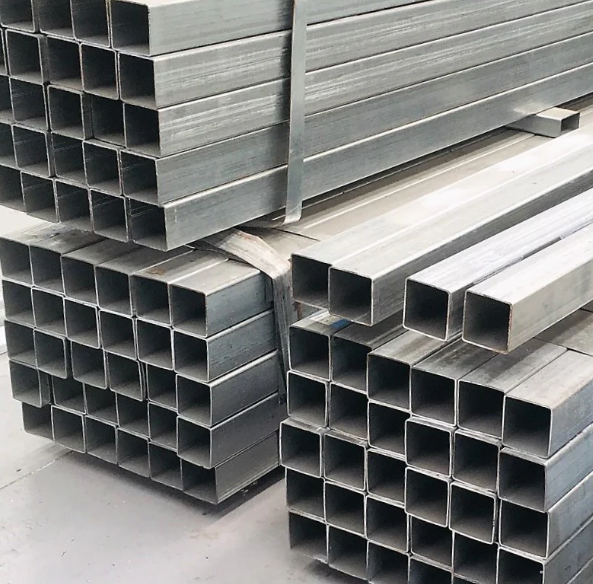
亜鉛メッキ鋼板表面除去技術
1. 冷間圧延ステップ: ストリップの表面状態には、表面粗さと残留物の 2 つの主要な側面があります。 2. 表面粗さ:冷間圧延ストリップの表面粗さ制御プロセスには多くの要素が含まれており、ストリップをバッチ焼鈍することにより、熱効率を低減するために特定の表面粗さが得られます。続きを読む





