
ASTM A234標準鋼パイプ継手パイプラインシステムに広く適用されており、炭素鋼および合金鋼材料が含まれます。
鋼管継手とは何ですか?
鋼管継手は、パイプラインシステムで機能(流体の方向や速度を変更する)を実現できる特定の形状に、炭素鋼または合金鋼のパイプ、プレート、プロファイルで作られています。ほとんどのこれらの継手には、鋼製エルボ (45 度または 90 度曲げ)、ティー、減速機 (同心または偏心減速機)、クロス、キャップ、ニップル、フランジ、ガスケット、スタッドなどが含まれます。
産業目的の場合、パイプライン システムでは通常、伝送方向を変更する必要があります。流体 (石油とガス、水、スラリー) の流量を調整します。パイプラインの開閉など。これらの作業を完了するには、鋼管継手が適用されます。
ASTM A234 WPBとは何ですか?
ASTM A234 は、中温および高温サービス向けの炭素鋼および合金鋼材料を含む鋼管継手の標準仕様です。継ぎ目なしタイプと溶接タイプの鋼製継手をカバーします。鋼管継手は、圧力パイプラインおよび圧力容器の製造に適用されます。これらの継手の材料は、キルド鋼、鍛造品、棒、プレート、シームレスまたは HFW (溶融溶接) パイプ製品で構成され、フィラー金属が添加されています。
ASTM A234 には、ASTM B16.9、B16.11、MSS-SP-79、MSS-SP-83、MSS-SP-95、および MSS の最新リビジョンでカバーされるシームレスおよび溶接構造の鍛錬炭素鋼および合金鋼継手が含まれます。 -SP-97。等
ご存知のとおり、ASTM A234 鋼管継手は、中温および高温でのサービスの圧力配管および圧力容器の製造に使用されます。この規格の継手の材料は、キルド鋼、鍛造品、棒、プレート、継ぎ目なしまたは溶加材を添加した溶融溶接された管状製品で構成されます。
この規格ではエルボ、ティー、レデューサー、キャップ、クロスの仕様が規定されており、通常は突合せ溶接端が採用されています。
ASTM A234 鋼管継手の寸法
規格: ANSI /ASME B16.9、B16.28、MSS-SP-43。
外径範囲: 1/2 インチ~48 インチ
厚さ範囲: SCH 10、SCH 20、SCH 40、SCH STD、SCH 80、SCH XS、SCH 160、SCH XXSなど。
鍛造、ねじ込み、突合せ溶接、シームレスなどの鋼管継手の製造タイプ。
ASTM A234 のグレード:
ASTM A234 仕様には、WPB、WPC、WP5、WP9、WP11、WP12、WP22、WP91 などの多くのグレードがあります。
これらの標準グレードでは、WPB が中温および高温のパイプラインに使用される最も一般的な材料です。 W は溶接可能、P は圧力、B はグレード b、最小降伏強度を意味します。
ASTM A234 WPB 鋼管継手の原料は、ASTM A106 Gr.B および C などの鋼管からのものである場合があります。また、ASTM A285 Gr.C、ASTM A516 Gr 70、ASTM A572 などの鋼板からのものもあります。
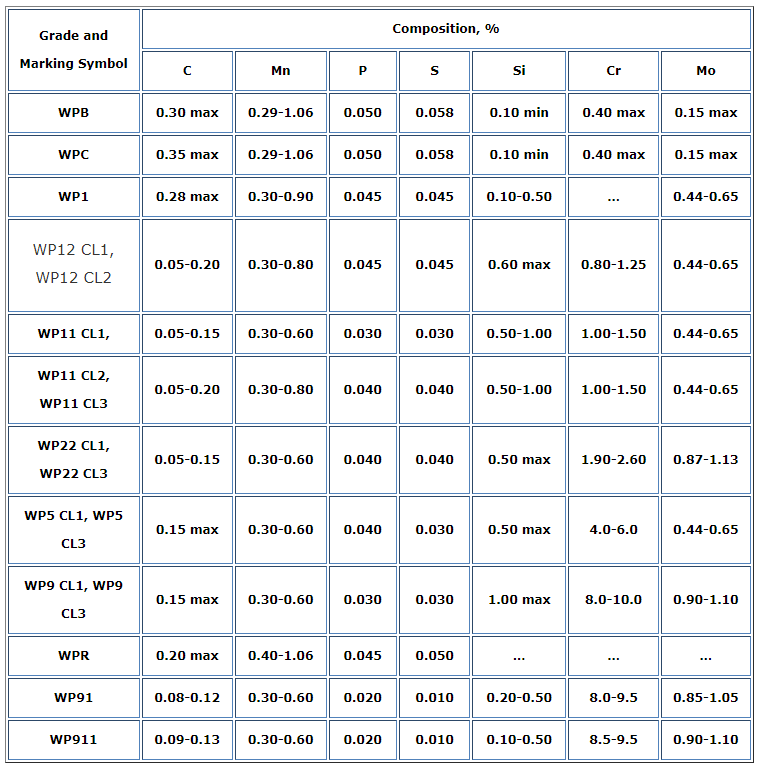
ASTM A234 WPB 鋼管継手の化学的および機械的特徴:
1) 鋼管または鋼板から作られたグレード WPB 継手の最大 C は 0.35% です。
2) 鍛造継手 炭素含有量は最大 0.35%、シリコン含有量は最大 0.35%、下限なし。
3) 炭素含有量が 0.01 減少するごとに、マンガンの最大含有量は 0.06% 増加し、Mn の最大含有量は 1.35% になります。
4) 銅、ニッケル、ニオブ、モリブデンの合計含有量は 1.00% を超えてはなりません。
5) ニオブ + モリブデンは 0.32% を超えてはなりません。
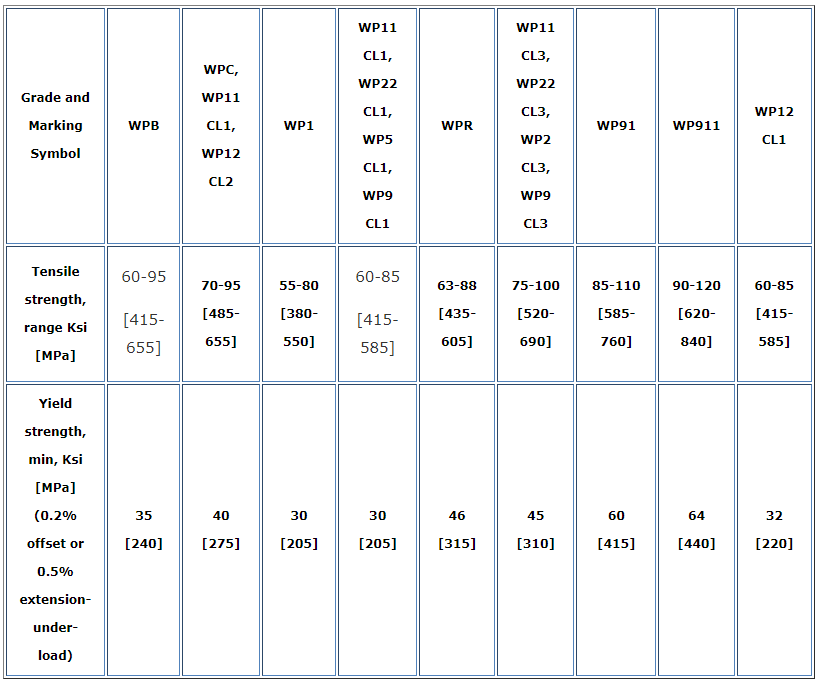
ASTM A234 WPB パイプ継手の機械的特性:
引張強さ 60,000pis 415MPa
降伏強度 35,000 psi 240 Mpa
圧力定格:150LBS、300LBS、600LBS、900LBS、1500LBS、2000LBS、3000LBS〜9000LBS。
ASTM A234 には、シームレスおよび溶接されたパイプ継手が含まれています。
継目無鋼管継手の場合、継目無鋼管およびチューブからの継手素材を指します。したがって、溶接鋼管継手は溶接鋼管からの継手素材をカバーします。
なお、
ASTM A234 仕様には、鋳造溶接継手や鋳物から機械加工された継手は含まれていません。
鋼管継手の製造成形プロセス:
管継手の製造プロセスには、鍛造と成形作業が含まれます。プレス、ハンマー、穴あけ、押出、据え込み、圧延、曲げ、融着、機械加工も同様です。または、これらの操作の 2 つ以上を組み合わせたプロセス。
鋼管継手の製造中は、以下の作業に注意する必要があります。
1) 有害な欠陥、溶接欠陥が生じてはなりません。
2) 適切な温度でフィッティングを成形または形成した後、適切な環境で臨界範囲を下回る温度まで冷却するものとします。また、冷却中に欠陥があってはならない。冷却速度は空気中を超えてはなりません。
3) 製造後に適切な検査を実施すること。 (静水圧試験、硬さ試験、引張試験など)
ASTM A234 の合金鋼管継手のグレード
合金鋼管継手は、クロム、モリブデン、ニッケル合金、ハステロイ合金、モネル、インコネルなどの合金元素で製造されており、より高い圧力定格、より優れた強度、優れた耐食性、およびより長い耐久性を実現します。石油およびガスのパイプライン、化学産業、発電所、原子力発電所、およびサーバー環境で広く使用されています。
合金鋼管継手には、突合せ溶接継手、合金鋼長半径曲げ継手、合金鋼鍛造継手などが含まれます。
合金鋼突合せ溶接継手はASTM A234規格を採用しており、WP1、WP5、WP11、WP12、WP22、WP23、WP91グレードがあります。 CL1、CL2、CL3のクラスレベル。
ASTM A234 合金鋼管継手には、長半径および短半径の合金鋼エルボ、合金鋼偏心および同心減速機、合金鋼キャップおよびクロス、合金鋼カップリング、合金鋼ティー、合金鋼ニップル、合金鋼キャップなどが含まれます。シームレスタイプ、溶接タイプ、加工タイプがあります。
合金鋼鍛造継手の場合、鋼管フランジを指す ASTM A182 規格を採用しています。 ASTM A182 F1、F5、F9、F11 クラス 1、F12 クラス 1、F22 クラス 1 ETC の材料規格。
化学組成
引張要件
投稿時間: 2022 年 9 月 5 日