
Ipari Hírek
-
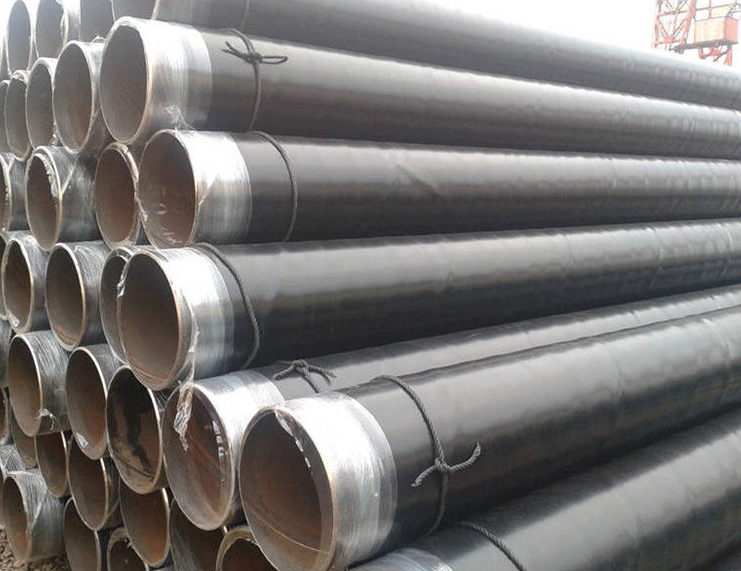
Intézkedések annak elkerülésére, hogy 3 PE bevonatú csővég elvetemüljön
1, Abban az esetben, ha nem befolyásolja a csőhegesztési folyamatot, megfelelőnek kell lennie a fenntartott hossz növelésére, a polietilén réteg epoxipor vége megelőzhető az acélcső hosszú ideig tartó felhalmozódása, a cső fémkorróziója miatt, amelyet súlyos 3 okoz. A PE korróziógátló széle megvetemedett....Olvass tovább -

Egyenes varrat alámerülő ívhegesztett csövek trendek
Az energiapiaci kontextus, különösen a távolsági gázvezeték-építés a nagy LSAW-csövek fejlesztésének elősegítése érdekében, a jelenlegi piac, a hazai és a külföldi piacok az olaj- és gázvezetékek iránti hazai keresletben mintegy 8 millió tonnától, az éves kínálati mennyiség 1100 millió tonna , minél több benne...Olvass tovább -

LSAW csőhegesztési minőség-ellenőrzési intézkedések
Nagy átmérőjű LSAW csőfalvastagság nagy, jó anyagával, folyamatstabilitásával, így az első választás a nagy hazai és külföldi olaj- és gázcsőprojektekhez. A nagy egyenes varratban merülő ívhegesztett csőhegesztett kötések, hegesztési és hőhatású zóna a legvalószínűbb, hogy va...Olvass tovább -

Az UOE és a JCOE különbsége
Az UOE és a JCOE különbsége, amelyet az eltérő gyártási folyamat okoz. A fenti két gyártási folyamat közül a technikailag közel azonos. A nagy különbség a fröccsöntési mód. Az UOE fröccsöntés csak két lépésben készült: U és O fröccsöntés. A JCOE öntvény a ...Olvass tovább -

Rozsdamentes acélcsövek sérüléseinek általános felületkezelése
Rozsdamentes acél cső a gyártási folyamatban, megjelenik a felületen rozsda, hegesztési fröcskölés jelenség lesz hegesztve, rozsdamentes acél cső felülete több karcolás lesz, ezekben az esetekben kell, hogyan kell csinálni? A Torch, mint rozsdamentes acélcső-gyártók professzionális gyártása és értékesítése...Olvass tovább -
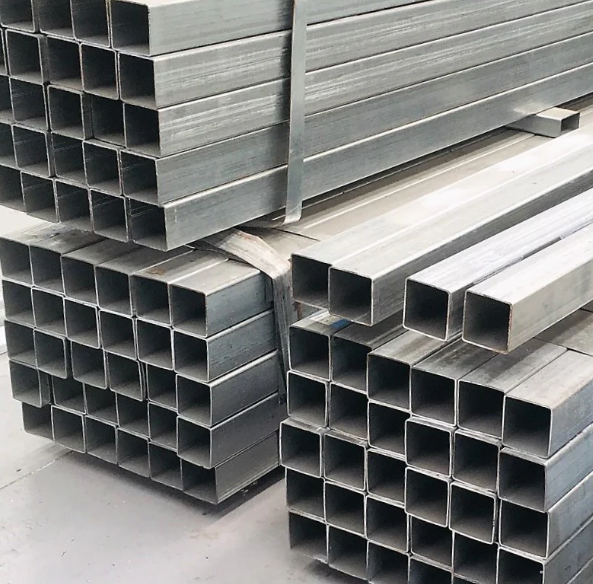
Horganyzott acél felület eltávolítási technológia
1. A hideghengerlési lépés: A szalag felületi állapota két fő szempont a felületi érdesség és a maradványok. 2. Felületi érdesség: A hidegen hengerelt szalag felületi érdesség-szabályozási folyamata, amely számos tényezőt magában foglal, a szalag szakaszos izzításával bizonyos felületi érdességekkel rendelkezik, hogy csökkentse a hatást...Olvass tovább





