-
Pipe Spool Maintenance Guide: Inspection, Corrosion Protection, and Service Life
Proper pipe spool maintenance is essential for extending service life,preventing leaks,reducing unplanned shutdowns,and maintaining the integrity of industrial piping systems,A complete maintenance program typically includes routine visual inspection,corrosion protection,flange and weld inspection,support verification,periodic non-destructive testing (NDT),and maintenance record management,When these practices are performed according to the operating environment and applicable industry standards,pipe spools can deliver reliable performance throughout their design life,
-
Global Pipe Spool Market Trends: Why Central Asia Is a Strategic Procurement Hub
EPC contractors face three pressures: shorter schedules,tighter quality requirements,and higher labor costs,Modular construction — with pipe spools fabricated off-site — addresses all three,Shop fabrication cuts field welds by 60-80% and compresses installation schedules by 30-40%,
-
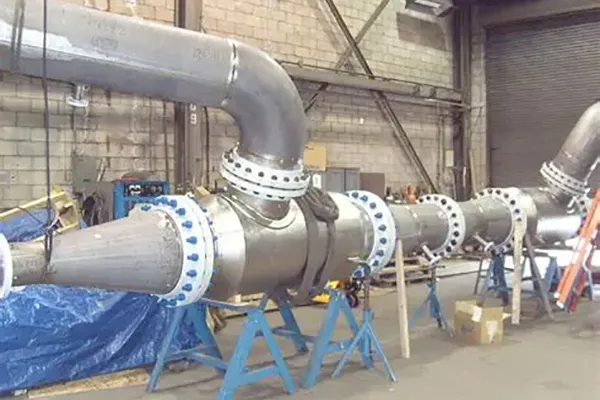
Pipe Spool Quality Inspection: NDE Methods, Dimensional Checks, and Release Criteria
Pipe spools are prefabricated piping assemblies used across oil and gas,petrochemical,power generation,water treatment,and infrastructure projects,Because these assemblies are manufactured off-site and installed directly into operating systems,quality inspection is essential for ensuring safe operation,reliable performance,and efficient project execution,A comprehensive pipe spool inspection process typically includes material verification,dimensional inspection,welding quality control,non-destructive examination (NDE),hydrostatic testing,coating inspection,and final documentation review,Each stage helps identify potential issues before the spool reaches the installation site,reducing rework,project delays,and operational risks,
-
How to Troubleshoot Pipe Spool Failures: Causes, Repairs, and Prevention Guide
Pipe spools are shop-fabricated piping assemblies,They reduce field welds by 60-80% and speed up installation,But failures still happen — corrosion,vibration,thermal stress,or installation errors all take their toll,When a spool fails,the priority is two things: get the system back online,and figure out why it failed,Fixing the symptom without finding the cause guarantees a repeat failure,This guide covers common failure types,how to troubleshoot them,and what works for prevention,



 English
English Español
Español русский язык
русский язык Português
Português