-
Global Warehouse Network Accelerates Delivery, Cuts Logistics Costs and Ensures Stable Supply for Worldwide Clients
To address growing global demand for faster delivery,lower logistics costs and reliable supply chains,our group has officially launched a global overseas warehouse layout,with operational facilities in the United Arab Emirates (Middle East),Poland (Europe),and Brazil (South America),By establishing local stock and fulfillment centers,we enable direct local spot delivery,shorten lead times from 20–45 days to 1–3 days,reduce international logistics expenses by 30–50%,and deliver consistent,stable performance for global buyers,
-
What Is a Pipe Spool? Benefits, Fabrication Process, and Industrial Applications
A pipe spool is a prefabricated section of a piping system that includes pipes,fittings,flanges,and welded components assembled in a controlled fabrication facility before being transported to a project site for installation,Pipe spools are widely used in oil and gas,petrochemical,power generation,offshore,and industrial processing projects because they improve construction efficiency,quality control,and project scheduling,
-
How Global Sourcing Helps Reduce Steel Procurement Risks Worldwide
The global steel market is becoming increasingly complex,Rising freight costs,changing tariff policies,regional trade restrictions,and geopolitical uncertainties have created new challenges for international buyers,For many importers,distributors,EPC contractors,and industrial manufacturers,maintaining a stable and cost-effective steel supply chain is no longer as straightforward as it was a decade ago,In today's business environment,relying on a single sourcing region can expose projects to unexpected risks,including supply disruptions,longer lead times,fluctuating costs,and changing trade regulations,As a result,global sourcing has become an important strategy for companies seeking greater supply-chain resilience and procurement flexibility
-
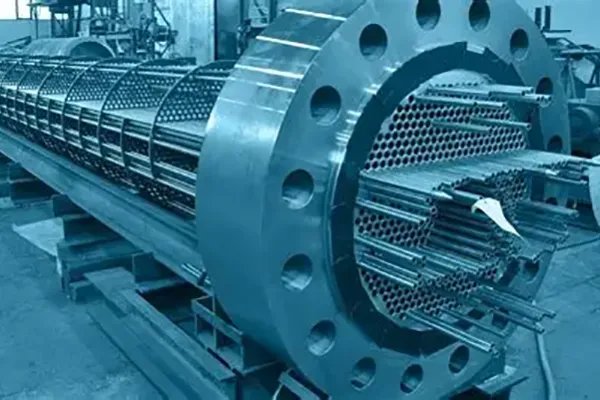
How to Extend the Service Life of Stainless Steel Heat Exchanger Tubes
Stainless steel heat exchanger tubes are widely used in power generation,petrochemical processing,desalination,marine engineering,and industrial heat-transfer systems,Under proper operating conditions,these tubes can often provide 15–25 years or more of reliable service,However,premature tube failure caused by fouling,corrosion,erosion,or inadequate maintenance can significantly increase operating costs and reduce system efficiency,The good news is that most tube failures are preventable,By implementing proper maintenance strategies and selecting suitable materials,operators can extend service life,improve heat-transfer performance,and reduce unexpected downtime,



 English
English Español
Español русский язык
русский язык Português
Português