
Промислові новини
-
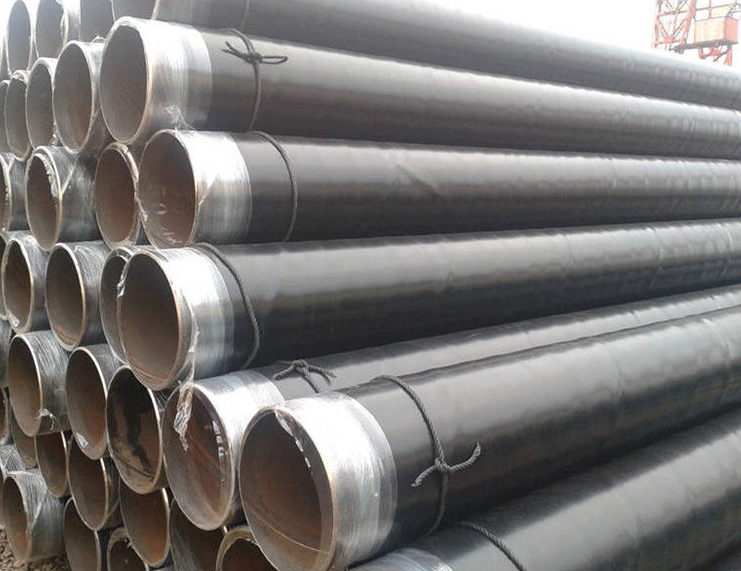
Заходи для запобігання викривленню краю труби з поліетиленовим покриттям
1. У разі відсутності впливу на процес зварювання труби слід збільшити зарезервовану довжину, епоксидний порошок на кінці поліетиленового шару можна запобігти через накопичення сталевої труби протягом тривалого часу, корозію металу труби, спричинену серйозними 3 PE антикорозійний стає викривленим краєм....Читати далі -

Прямошовні труби з дуговим зварюванням під флюсом
Контекст енергетичного ринку, особливо будівництво газопроводів на далекі відстані для сприяння розвитку великих труб LSAW, поточний ринок, внутрішні та зовнішні ринки у внутрішньому попиті на нафто- та газопроводи приблизно від 8 мільйонів тонн, обсяг пропозиції на рік 1100 мільйонів тонн , тим більше в...Читати далі -

Заходи контролю якості зварювання труб LSAW
Товщина стінки труби LSAW великого діаметру з її великим, хорошим матеріалом, стабільністю процесу стає першим вибором для великих вітчизняних і зарубіжних проектів нафтових і газових труб. У зварних з'єднаннях труб, зварених дуговим зварюванням під флюсом, зона зварного шва та термічного впливу, швидше за все, призведе до...Читати далі -

Різниця UOE і JCOE
Різниця UOE і JCOE викликана різницею в процесі їх виробництва. З наведених вище двох видів виробничого процесу технічні з них майже однакові. Велика різниця полягає в методі формування. Формування UOE, щойно виготовлене за два етапи: формування U та формування O. Формування JCOE, виготовлене ...Читати далі -

Загальна обробка поверхні пошкодження труб з нержавіючої сталі
Труба з нержавіючої сталі в процесі виробництва, на поверхні з’явиться іржа, явище бризок під час зварювання буде зварено, на поверхні труби з нержавіючої сталі буде більше подряпин, у цих випадках має бути, як це зробити? Факел як професійне виробництво та продаж виробників труб з нержавіючої сталі для ...Читати далі -
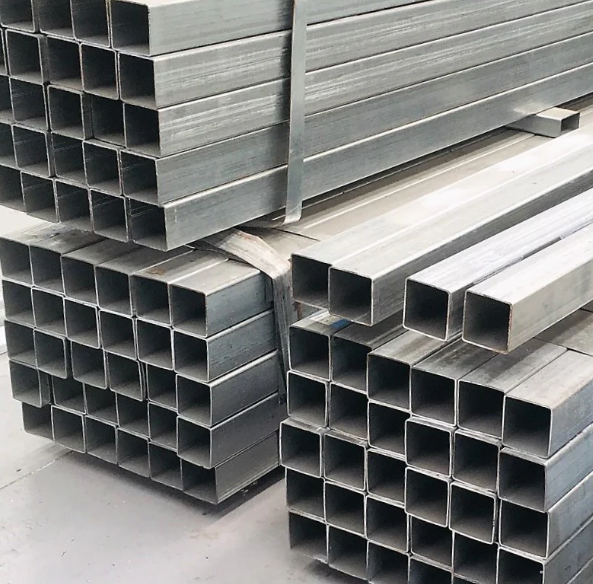
Технологія видалення поверхні оцинкованої сталі
1. Етап холодної прокатки: стан поверхні смуги є двома основними аспектами шорсткості поверхні та залишків. 2. Шорсткість поверхні: процес контролю шорсткості поверхні холоднокатаної смуги, що включає багато факторів, шляхом пакетного відпалу смуги, має певну шорсткість поверхні, щоб зменшити ефективність...Читати далі





