-
How Global Sourcing Helps Reduce Steel Procurement Risks Worldwide
The global steel market is becoming increasingly complex,Rising freight costs,changing tariff policies,regional trade restrictions,and geopolitical uncertainties have created new challenges for international buyers,For many importers,distributors,EPC contractors,and industrial manufacturers,maintaining a stable and cost-effective steel supply chain is no longer as straightforward as it was a decade ago,In today's business environment,relying on a single sourcing region can expose projects to unexpected risks,including supply disruptions,longer lead times,fluctuating costs,and changing trade regulations,As a result,global sourcing has become an important strategy for companies seeking greater supply-chain resilience and procurement flexibility
-
How to Extend the Service Life of Stainless Steel Heat Exchanger Tubes
Stainless steel heat exchanger tubes are widely used in power generation,petrochemical processing,desalination,marine engineering,and industrial heat-transfer systems,Under proper operating conditions,these tubes can often provide 15–25 years or more of reliable service,However,premature tube failure caused by fouling,corrosion,erosion,or inadequate maintenance can significantly increase operating costs and reduce system efficiency,The good news is that most tube failures are preventable,By implementing proper maintenance strategies and selecting suitable materials,operators can extend service life,improve heat-transfer performance,and reduce unexpected downtime,
-
Stainless Steel Heat Exchanger Tubes in Severe Service Conditions: Corrosion Control and Reliability

Heat exchanger tubes operating in petrochemical plants,refineries,LNG facilities,and desalination systems are exposed to some of the most demanding service conditions in industrial applications,Heat exchanger tubes in industrial process systems routinely encounter conditions that push material performance to its limits,Chloride-bearing cooling water,cyclic thermal loading,high-velocity particulate erosion,and sustained elevated temperatures create compound degradation mechanisms that standard specifications rarely address in isolation,Stainless steel heat exchanger tubes—while inherently corrosion-resistant—require deliberate engineering measures when deployed in severe service environments,Material selection alone cannot compensate for inadequate design,improper fabrication,or insufficient operational monitoring,A systems-level approach integrating material science,manufacturing precision,and lifecycle management determines whether tubing delivers its design service life or fails prematurely under field stress,
-
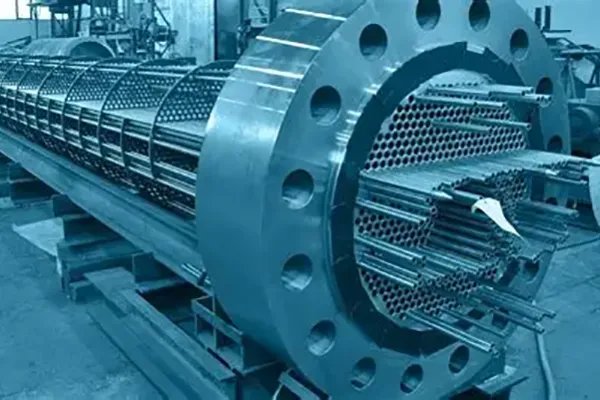
Stainless Steel Heat Exchanger Tube Manufacturing and Delivery Case Study for Petrochemical Projects
Why Are Stainless Steel Heat Exchanger Tubes Critical in Petrochemical Projects?
Stainless steel heat exchanger tubes are designed to transfer heat efficiently while resisting corrosion,pressure,and elevated operating temperatures,In petrochemical facilities,tube reliability directly influences equipment uptime,maintenance costs,process efficiency,and plant safety,The following project highlights how customized manufacturing,stringent quality control,and coordinated logistics supported the successful delivery of stainless steel heat exchanger tubes for a petrochemical heat exchanger system in Southeast Asia,This project illustrates how technical expertise,disciplined quality assurance,and coordinated logistics converge to deliver results that matter on the ground,



 English
English Español
Español русский язык
русский язык Português
Português