
Spiral stålrører en strimmelspiral som råmateriale, ofte varm ekstruderingsstøping, automatisk dobbel wire-sidet nedsenket buesveising prosess sveiset spiralsøm stålrør viktigste produksjonsprosesser er som følger:
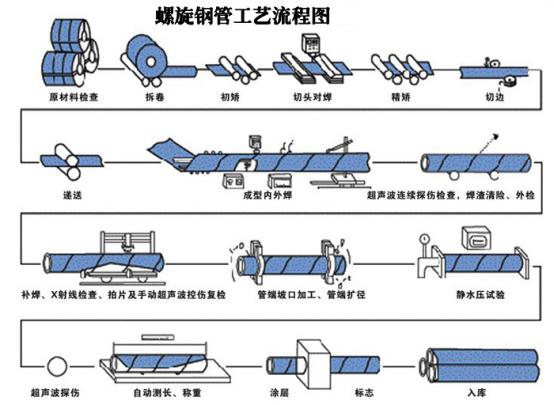
Produksjonsprosess av spiral stålrør
1. avvikling bord sonde: Etter å ha gått inn i avvikling plate produksjonslinje, den første full-board ultralyd testing.
2. Leveling Milling: Den flate stål ambolt maskinen slik at den opprinnelige krøller, og deretter gjennom kanten fres for tosidig stål fresing, for å møte kravene til plate bredde, plate kant parallellitet og spor form.
3. skjærstøping: stålplatens produksjonslinje langs den ytre kanten av spiralen krøller seg inn i et rør.
4. butt cut: dobbeltsidig nedsenket buesveising ved bruk av avansert teknologi til forhåndssveising, intern sveising, utvendig sveising. Ion fot kuttet til spesifikasjonen lengde sveiset spiralrør bruk og så videre.
5. visuell inspeksjon: av profesjonelt og teknisk personell til noen av de grunnleggende parameterne som skal kontrolleres.
6. Den ultrasoniske feildeteksjon: intern og ekstern sveis og sveis på begge sider av grunnmaterialet 100% inspeksjon.
7. X-ray deteksjon: interne og eksterne sveiser 100% X-ray industriell TV sjekk bildebehandlingssystem for å sikre at bruken av gjenkjenning følsomhet.
8. Trykktesten: spiralstålrøret hydrostatisk testing maskin-for-rot test for å sikre at trykktestrøret oppfyller de nødvendige standardene.
9. avfasing flatt hode: spiral stålrørinspeksjon utført etter rørendebehandlingen, for å oppfylle kravene til rørendens skråstørrelse
10. Avsluttende inspeksjon: ultralyd- og røntgendeteksjon igjen og spiral stålrørender magnetisk partikkelinspeksjon, sjekk om det er problemer og sveiserørender defekter.
11. oljet merking: spiral stålrør etter passering ble oljet for å forhindre korrosjon, og i henhold til brukerkrav for merking.
Innleggstid: 22. juni 2022