
Индустриски вести
-
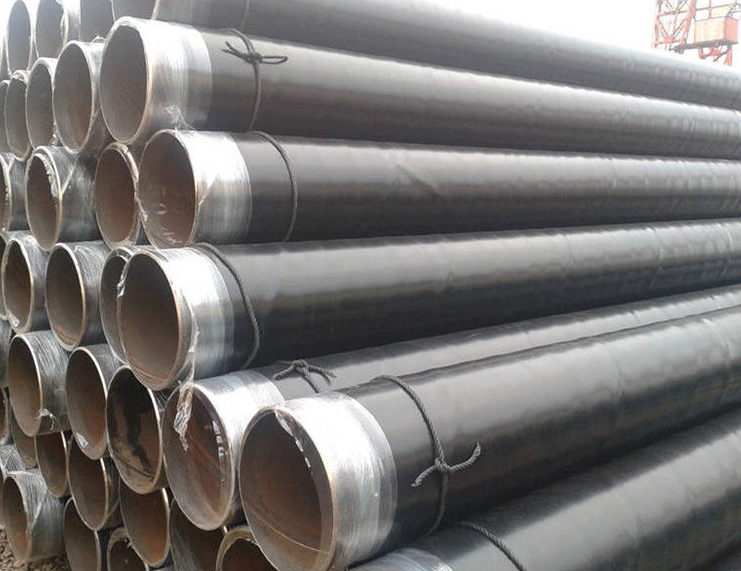
Мерки за Избегнувајте 3 PE облога Крајот на цевката да стане искривен раб
1, во услови да не влијае на процесот на заварување на цевки, треба да биде соодветно да се зголеми резервираната должина, крајот на полиетиленскиот слој може да се спречи поради челични цевки натрупани долго време, метална корозија на цевки предизвикана од тешка 3 PE антикорозивниот раб се искривува....Прочитајте повеќе -

Трендови на цевки со заварени заварени цевки со директно шиење
Контекст на енергетскиот пазар, особено изградбата на гасоводи на долги растојанија за промовирање на развојот на големи LSAW цевки, тековниот пазар, домашните и странските пазари во домашната побарувачка за нафтоводи и гасоводи од околу 8 милиони Т, износот на понудата од 1100 милиони тони , толку повеќе во...Прочитајте повеќе -

Мерки за контрола на квалитет на заварување со LSAW цевки
Дебелина на ѕидот на цевката LSAW со голем дијаметар со големиот, добар материјал, стабилност на процесот, станувајќи прв избор за големи домашни и странски проекти за нафтени и гасни цевки. Во заварените споеви за заварени цевки со заварени цевки со големи директно шиење, зоната погодена од заварување и топлина е најверојатно да произведе ва...Прочитајте повеќе -

Разлика на UOE и JCOE
Разликата на UOE и JCOE предизвикана од разликата производствен процес од нив. Од горенаведените два вида производствени процеси, техничките од нив се скоро исти. Големата разлика е методот на калапи. UOE лиење штотуку направено со два чекора: обликување U и обликување O. Калапи JCOE направено од ...Прочитајте повеќе -

Заеднички површински третман на оштетување на цевките од не'рѓосувачки челик
Од нерѓосувачки челик цевки во процесот на производство, ќе се појави на површината 'рѓа, заварување прскање феномен ќе се заварени од нерѓосувачки челик цевка површина ќе биде повеќе гребнатини, овие случаи треба да биде како да го направи тоа? Торч како професионално производство и продажба на производители на цевки од нерѓосувачки челик за...Прочитајте повеќе -
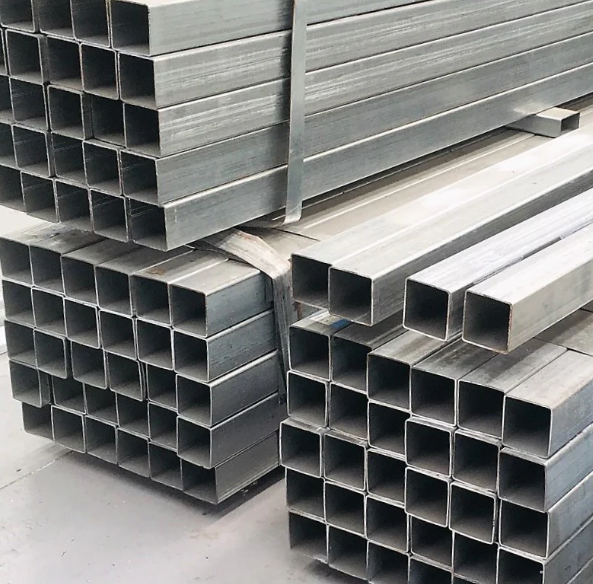
Технологија за отстранување на површината од галванизиран челик
1. Чекор на ладно тркалање: Површинската состојба на лентата има два главни аспекти на грубоста на површината и остатоците. 2. Грубост на површината: Процесот на контрола на грубоста на површината на лентата со ладно валани, кој вклучува многу фактори, со сериско жарење на лентата, има одредена грубост на површината за да се намали ефектот...Прочитајте повеќе





