
Зварныя трубы з вугляродзістай сталі


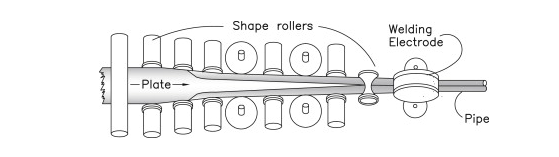
Зварная ўстык труба фарміруецца шляхам падачы гарачай сталёвай пласціны праз фармовачныя машыны, якія пракатваюць яе ў полую круглую форму.Сілавое сцісканне двух канцоў пласціны прывядзе да зрошчвання або шва.На малюнку 2.2 паказана сталёвая пласціна, калі яна пачынае працэс фармавання трубы, зваранай у стык
Найменш распаўсюджаным з трох спосабаў з'яўляецца спіральна-зварная труба.Спіральна-зварная труба фармуецца шляхам скручвання палос металу ў спіральную форму, падобную на цырульню's полюс, затым зварка, дзе краю злучаюцца адзін з адным, каб утварыць шво.Гэты тып труб абмежаваны для трубаправодных сістэм з нізкім ціскам з-за тонкіх сценак.На малюнку 2.3 паказана спіральназварная труба, як яна выглядае перад зваркай.

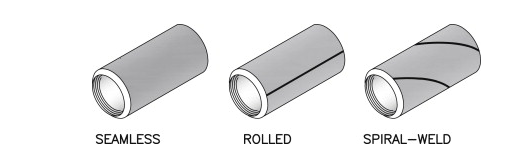
Кожны з трох спосабаў вытворчасці труб мае свае перавагі і недахопы.Напрыклад, зварная ўстык труба фармуецца з пракату, які мае больш аднастайную таўшчыню сценкі і можа быць правераны на дэфекты перад фармоўкай і зваркай.Гэты метад вытворчасці асабліва карысны, калі патрэбныя тонкія сценкі і вялікая даўжыня.Аднак з-за зварнога шва заўсёды існуе верагоднасць узнікнення дэфектаў, якія не праходзяць шматлікія праверкі якасці падчас вытворчага працэсу.
У выніку Амерыканскі нацыянальны інстытут стандартаў (ANSI) распрацаваў строгія рэкамендацыі па вытворчасці труб.Код напорных трубаправодаў B31 быў напісаны для рэгулявання вытворчасці труб.У прыватнасці, код B31.1.0 прысвойвае каэфіцыент трываласці 85% для катаных труб, 60% для спіральна-зварных труб і 100% ККД для бясшвовых труб.
Як правіла, больш шырокія таўшчыні сценак вырабляюць бясшвоўным спосабам.Аднак для многіх ужыванняў труб нізкага ціску бесперапынны зварны метад з'яўляецца найбольш эканамічным.Бясшвовыя трубы вырабляюцца адзінарнымі і двайнымі адвольнай даўжыні.Адзіная выпадковая даўжыня вар'іруецца ад 16′-0″да 20′-0″.Трубы 2″і ніжэй знаходзяцца ў падвойных выпадковых даўжынях памерам ад 35′-0″да 40′-0″.
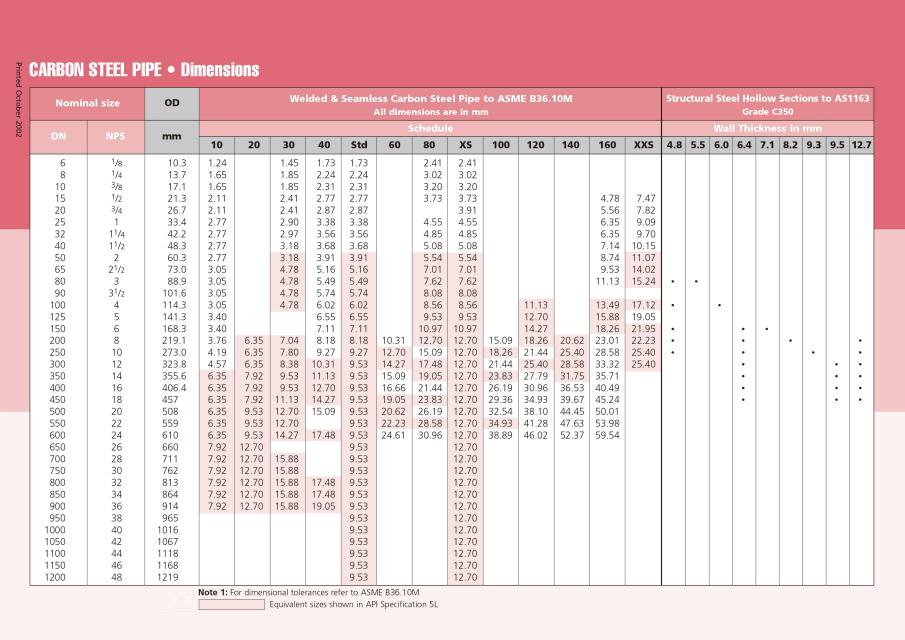
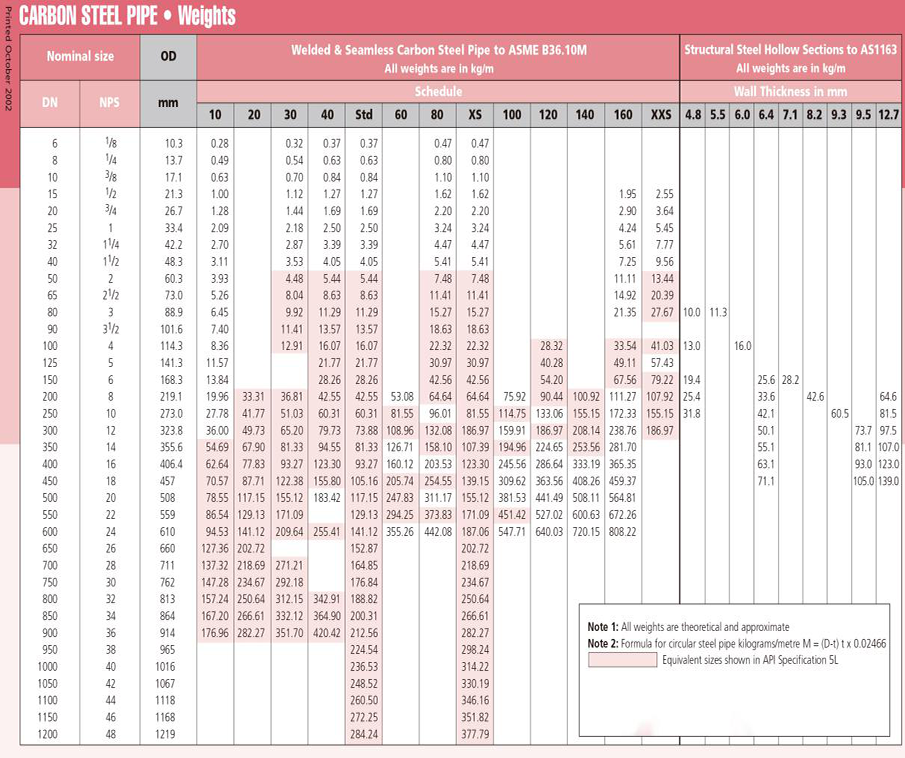
Памеры і вага зварных і бясшвовых труб з вугляродзістай сталі
| Вугляродныя трубы, фітынгі і фланцы | |
| Форма | Зварныя (ERW) і бясшвовыя |
| Ужыванне | Вадкасць, структурная |
| Дыяпазон памераў | DN15 - DN600 |
| Гатункі | 250, 350 |
| Таўшчыня сценкі | Стандартная маса, XS |
| Тып арматуры | Стыкавая зварка, шрубы і муфты, фланцы, чорныя і ацынкаваныя фітынгі ў адпаведнасці з EN10241 (BS 1740) |
| Фітынгі Форма | Калені, траякі, рэдуктары, заглушкі, наканечнікі, фланцы (ANSI, табліца E, D і H) |
| Апрацоўка | Адразанне па даўжыні, |
Тэхнічны ліст на прамую зварную трубу
| Тэхнічныя характарыстыкі (мм) | OD (вонкавы дыяметр) | таўшчыня сценкі | вага | |
| 1/2 цалі | 21.25 | 2,75 | 1.26 | |
| 3/4 цалі | 26.75 | 2,75 | 1,63 | |
| 1 цаля | 33.3 | 3.25 | 2.42 | |
| 11/4 цалі | 42.25 | 3.25 | 3.13 | |
| 11/2 цалі | 48 | 3.5 | 3,84 | |
| 2 цалі | 60 | 3.5 | 4,88 | |
| 21/2 цалі | 75.5 | 3,75 | 6,64 | |
| 3 цалі | 88.5 | 4.0 | 8.34 | |
| 4 цалі | 114 | 4.0 | 10.85 | |
| 5 цаляў | 140 | 4.5 | 15.04 | |
| 6 цаляў | 165 | 4.5 | 17.81 | |
| 8 цаляў | 219 | 6 | 31.52 | |
Табліца спецыфікацый гнутых спіралеварных труб
| спецыфікацыя | таўшчыня сценкі | Вага на метр | Нацыянальны стандарт значэння ціску вады | Намінальнае значэнне ціску вады | спецыфікацыя | таўшчыня сценкі | Вага на метр | Нацыянальны стандарт значэння ціску вады | Намінальнае значэнне ціску вады |
| 219 | 6 | 32.02 | 9.7 | 7.7 | 720 | 6 | 106.15 | 3 | 2.3 |
| 7 | 37.1 | 11.3 | 9 | 7 | 123,59 | 3.5 | 2.7 | ||
| 8 | 42.13 | 12.9 | 10.3 | 8 | 140,97 | 4 | 3.1 | ||
| 273 | 6 | 40.01 | 7.7 | 6.2 | 9 | 158,31 | 4.5 | 3.5 | |
| 7 | 46.42 | 9 | 7.2 | 10 | 175,6 | 5 | 3.9 | ||
| 8 | 52,78 | 10.3 | 8.3 | 12 | 210.02 | 6 | 4.7 | ||
| 325 | 6 | 47.7 | 6.5 | 5.2 | 820 | 7 | 140,85 | 3.1 | 2.4 |
| 7 | 55.4 | 7.6 | 6.1 | 8 | 160.7 | 3.5 | 2.7 | ||
| 8 | 63.04 | 8.7 | 6.9 | 9 | 180,5 | 4 | 3.1 | ||
| 377 | 6 | 55.4 | 5.7 | 4.5 | 10 | 200,26 | 4.4 | 3.4 | |
| 7 | 64,37 | 6.7 | 5.2 | 11 | 219,96 | 4.8 | 3.8 | ||
| 8 | 73.3 | 7.6 | 6 | 12 | 239,62 | 5.3 | 4.1 | ||
| 9 | 82,18 | 8.6 | 6.8 | 920 | 8 | 180,43 | 3.1 | 2.5 | |
| 10 | 91.01 | - | 7.5 | 9 | 202.7 | 3.5 | 2.8 | ||
| 426 | 6 | 62,25 | 5.1 | 4 | 10 | 224,92 | 3.9 | 3.1 | |
| 7 | 72,83 | 5.9 | 4.6 | 11 | 247,22 | 4.3 | 3.4 | ||
| 8 | 82,97 | 6.8 | 5.3 | 12 | 269,21 | 4.7 | 3.7 | ||
| 9 | 93.05 | 7.6 | 6 | 1020 | 8 | 200,16 | 2.8 | 2.2 | |
| 10 | 103.09 | 8.5 | 6.7 | 9 | 224,89 | 3.2 | 2.5 | ||
| 478 | 6 | 70,34 | 4.5 | 3.5 | 10 | 249,58 | 3.5 | 2.8 | |
| 7 | 81,81 | 5.3 | 4.1 | 11 | 274,22 | 3.9 | 3 | ||
| 8 | 93,23 | 6 | 4.7 | 12 | 298,81 | 4.2 | 3.3 | ||
| 9 | 104.6 | 6.8 | 5.3 | 1220 | 8 | 239,62 | - | 1.8 | |
| 10 | 115,92 | 7.5 | 5.9 | 10 | 298,9 | 3 | 2.3 | ||
| 529 | 6 | 77,89 | 4.1 | 3.2 | 11 | 328,47 | 3.2 | 2.5 | |
| 7 | 90,61 | 4.8 | 3.7 | 12 | 357,99 | 3.5 | 2.8 | ||
| 8 | 103,29 | 5.4 | 4.3 | 13 | 387,46 | 3.8 | 3 | ||
| 9 | 115,92 | 6.1 | 4.8 | 1420 год | 10 | 348,23 | 2.8 | 2 | |
| 10 | 128,49 | 6.8 | 5.3 | 14 | 417,18 | 3.2 | 2.4 | ||
| 630 | 6 | 92,83 | 3.4 | 2.6 | 1620 год | 12 | 476,37 | 2.9 | 2.1 |
| 7 | 108.05 | 4 | 3.1 | 14 | 554,99 | 3.2 | 2.4 | ||
| 8 | 123,22 | 4.6 | 3.6 | 1820 год | 14 | 627,04 | 3.3 | 2.2 | |
| 9 | 138,33 | 5.1 | 4 | 2020 год | 14 | 693,09 | - | 2 | |
| 10 | 153.4 | 5.7 | 4.5 | 2220 | 14 | 762,15 | - | 1.8 |
Злёгку змазаны, гарачае ацынкаванне, электра
ацынкаваны, чорны, голы, лакавае пакрыццё / алей супраць іржы,
Ахоўныя пакрыцця


