
Спирална челична цевје тракасти намотај као сировина, често топло екструзионо ливење, аутоматски процес двостраног заваривања под водом, заварени спирални шав челичне цеви главни производни процеси су следећи:
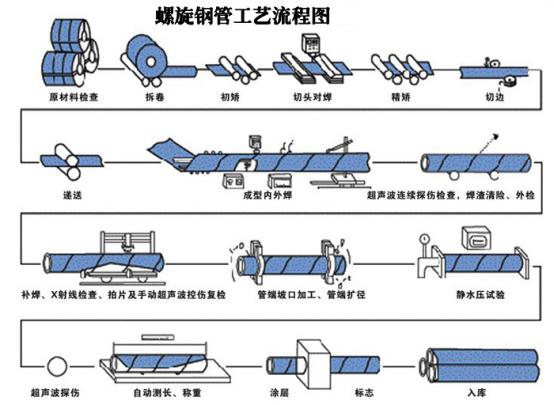
Процес производње спиралних челичних цеви
1. Сонда плоче за одмотавање: Након уласка у производну линију плоча за одмотавање, прво ултразвучно тестирање пуне плоче.
2. Глодање за нивелисање: машина са равним челичним наковњем тако да се оригинално увија, а затим кроз машину за глодање ивица за двострано глодање челика, како би се испунили захтеви ширине плоче, паралелизма ивице плоче и облика жлеба.
3. смицање калупа: линија за производњу челичне плоче дуж спољне ивице спирале се увија у цев.
4. чеони рез: двострано заваривање под водом користећи напредну технологију за пред-заваривање, унутрашње заваривање, спољашње заваривање. Јонска стопа исечена на спецификацију дужине заварене спиралне цеви и тако даље.
5. визуелни преглед: од стране стручног и техничког особља да се неки од основних параметара провере.
6. Ултразвучна детекција грешака: унутрашњи и спољашњи завар и завар на обе стране основног материјала 100% контрола.
7. Рендген детекција: унутрашњи и спољашњи завари 100% рендгенски индустријски ТВ проверава систем за обраду слике како би се осигурала употреба осетљивости детекције.
8. Испитивање притиска: хидростатичко испитивање спиралне челичне цеви од машине до корена како би се осигурало да цев за испитивање притиска испуњава потребне стандарде.
9. искошење равне главе: инспекција спиралне челичне цеви која се врши након обраде краја цеви, како би се испунили захтеви величине закошеног краја цеви
10. Завршна инспекција: поново ултразвучна и рендгенска детекција и магнетна инспекција крајева спиралних челичних цеви, проверите да ли има проблема и недостатака на крајевима цеви за заваривање.
11. науљено обележавање: спиралне челичне цеви након проласка су науљене да би се спречила корозија, а према захтевима корисника за обележавање.
Време поста: 22.06.2022