
Спіральна сталева трубаце стрічкова котушка як сировина, часто гаряче екструзійне формування, автоматичний процес двостороннього дугового зварювання під флюсом, зварна спіральна шовна сталева труба Основні виробничі процеси такі:
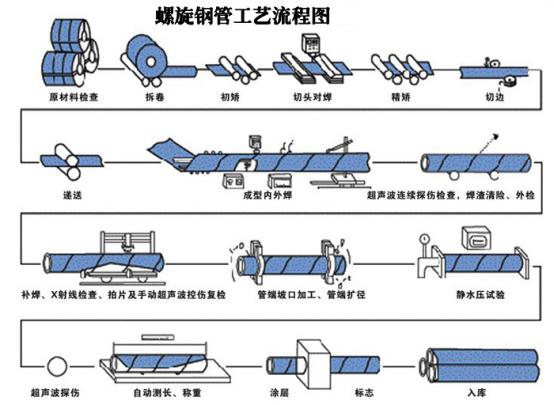
Процес виробництва спіральної сталевої труби
1. Зонд для розмотування плати: після входу на лінію виробництва розмотування пластини, перше повне ультразвукове випробування.
2. Вирівнювальне фрезерування: машина для плоского сталевого ковадла, щоб оригінальний завиток, а потім фрезерний верстат для двостороннього фрезерування сталі, щоб відповідати вимогам щодо ширини пластини, паралельності країв пластини та форми канавки.
3. зсувне формування: лінія виробництва сталевої пластини вздовж зовнішнього краю спіралі згортається в трубку.
4. стиковий розріз: двостороннє зварювання під флюсом з використанням передової технології для попереднього зварювання, внутрішнього зварювання, зовнішнього зварювання. Використовується зварна спіральна труба, розрізана за специфікацією, тощо.
5. візуальний огляд: професійним і технічним персоналом деякі основні параметри, які необхідно перевірити.
6. Ультразвукова дефектоскопія: внутрішнє та зовнішнє зварювання та зварювання з обох сторін основного матеріалу 100% перевірка.
7. Виявлення рентгенівського випромінювання: внутрішні та зовнішні зварні шви 100% рентгенівське промислове телебачення перевіряє систему обробки зображень, щоб переконатися, що використання чутливості виявлення.
8. Випробування тиском: гідростатичне випробування спіральної сталевої труби машинним методом, щоб переконатися, що труба випробування тиском відповідає необхідним стандартам.
9. Зняття фаски з плоскою головкою: інспекція спіральної сталевої труби, що виконується після обробки кінця труби, щоб відповідати вимогам розміру фаски на кінці труби
10. Остаточна перевірка: знову ультразвукове та рентгенівське виявлення та магнітно-порошкова перевірка кінців спіральних сталевих труб, перевірте, чи є проблеми та дефекти кінців зварювальних труб.
11. Змащене маркування: спіральна сталева труба після проходження була змащена маслом для запобігання корозії та відповідно до вимог користувача щодо маркування.
Час публікації: 22 червня 2022 р