English
English Español
Español русский язык
русский язык Português
Português












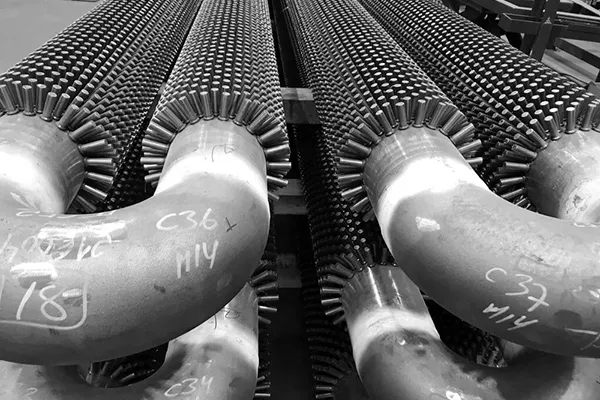


Global Warehouse Layout
Secure Global Delivery
HUNAN GREAT STEEL PIPE CO., LTD builds global overseas warehouses, shortens delivery cycles, reduces logistics costs, and secures stable performance for global clients.
Read More