
Spirala ŝtala tuboestas stria bobeno kiel kruda materialo, ofte varma eltruda muldado, aŭtomata duobla drato-flanka subakvigita arka velda procezo soldata spirala kudro ŝtalo pipo ĉefaj produktadprocezoj estas kiel sekvas:
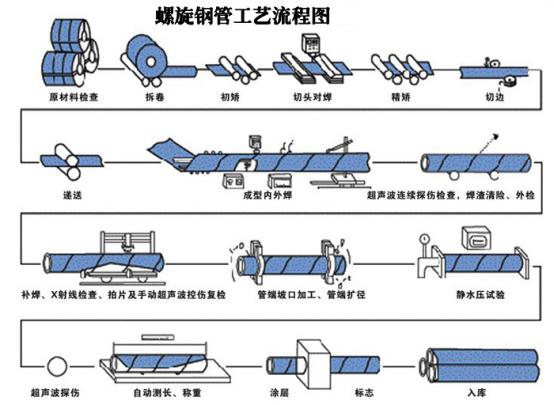
Produktada procezo de spirala ŝtalo tubo
1. unwinding tabulo enketo: Post eniro la malvolvanta telero produktado linio, la unua plen-tabulo ultrasonic testado.
2. Ebeniga Fresado: La plata ŝtalo amboso maŝino por ke la originala buklo, kaj poste tra la rando fresado maŝino por duflanka ŝtalo muelado, por plenumi la postulojn de la plato larĝa, telera rando paralelismo kaj sulko formo.
3. tonda muldado: la ŝtala telero produktadlinio laŭ la ekstera rando de la spirala buklo en tubon.
4. pugo tranĉo: duflanka subakva arko-veldado uzante altnivelan teknologion al antaŭveldado, interna veldo, ekstera veldo. Jonpiedo tranĉita al specifo longo veldita spirala tubo uzo ktp.
5. vida inspektado: de profesia kaj teknika dungitaro al iuj el la bazaj parametroj por esti kontrolita.
6. La ultrasona difekto detekto: interna kaj ekstera veldo kaj veldo ambaŭflanke de la baza materialo 100% inspektado.
7. X-radia detekto: internaj kaj eksteraj veldoj 100% X-radio industria TV kontroli bildo prilaborado sistemo por certigi ke la uzo de detekto sentiveco.
8. La premo-testo: la spirala ŝtalo tubo hidrostatika prova maŝino-post-radika provo por certigi, ke la premo-testa tubo plenumas la postulatajn normojn.
9. chamfering plata kapo: spirala ŝtalo pipo inspektado efektivigita post la pipo fino prilaborado, por plenumi la postulojn de la pipo fino beveling grandeco
10. Fina inspektado: ultrasona kaj X-radia detekto denove kaj spirala ŝtalo-tubo finas magnetan partiklan inspektadon, kontrolu, ĉu estas problemoj kaj velda tubo finas difektojn.
11. oleita markado: spirala ŝtalo tubo post pasi estis oleita por malhelpi korodo, kaj laŭ uzantpostuloj por markado.
Afiŝtempo: Jun-22-2022