-
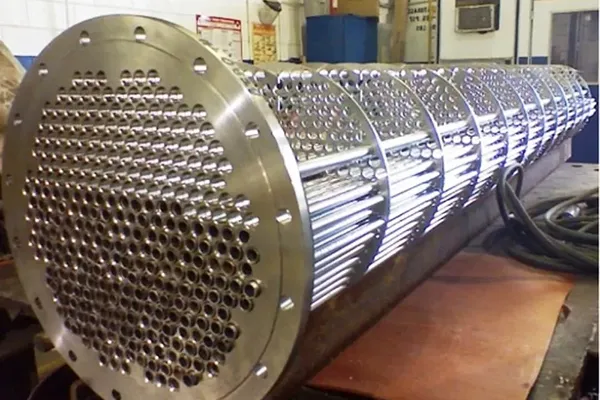
What Are the Structural Features of Stainless Steel Heat Exchanger Tubes
Stainless steel heat exchanger tubes are essential components in modern heat transfer systems and are widely used in industries such as petrochemical processing,power generation,food and beverage manufacturing,pharmaceuticals,marine engineering,and HVAC applications,Their primary role is to transfer heat efficiently between fluids while maintaining reliable performance under varying temperatures,pressures,and operating conditions,
-
We Will Attend KIOGE 2026, Expanding Central Asia Energy Market
Global maritime shipping instability and rising freight costs have greatly affected international steel trade in recent years,Many overseas orders are delayed or blocked due to complex logistics and regional uncertainties,To avoid market risks and create stable supply channels for global clients,we have adjusted our global trade strategy,We build overseas warehouse networks and set up a professional international procurement team to support steady order delivery,Focusing on long-term and stable development,we are actively following the Belt and Road Initiative and shifting our focus to Central Asian markets,These inland markets are less affected by sea shipping risks and have huge potential in energy and infrastructure construction,After long-term market cultivation,we have accumulated stable local client resources and rich project service experience in Central Asia,
-
How to Choose the Right Stainless Steel Heat Exchanger Tube
Stainless steel heat exchanger tubes are widely used in petrochemical plants,power stations,food processing facilities,pharmaceutical manufacturing,marine engineering,and HVAC systems,Selecting the right tube is essential for ensuring efficient heat transfer,corrosion resistance,and long-term operational reliability,Because operating conditions vary significantly between industries,tube selection should be based on application requirements rather than cost alone,
-
How to Maintain Stainless Steel Heat Exchanger Tubes for Long-Term Performance
Stainless steel heat exchanger tubes are widely used in power generation,petrochemical processing,food manufacturing,pharmaceuticals,marine engineering,and HVAC systems,Known for their excellent corrosion resistance and heat transfer efficiency,these tubes can provide decades of reliable service when properly operated and maintained,Regular inspection,cleaning,and preventive maintenance are essential for maximizing performance,reducing downtime,and extending the service life of stainless steel heat exchanger tubes,



 English
English Español
Español русский язык
русский язык Português
Português