-
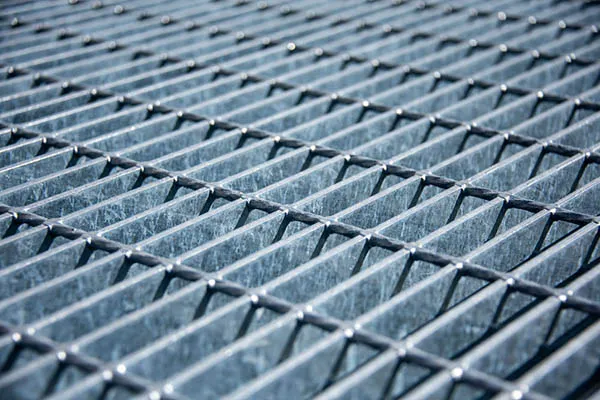
How Is Steel Grating Manufactured? A Complete Guide from Raw Steel to Finished Panels
Steel grating is manufactured by cutting and preparing bearing bars and cross bars,assembling them through pressure welding,press-locking,or manual welding,followed by edge banding,hot-dip galvanizing,dimensional inspection,and packaging,Every production stage influences structural strength,corrosion resistance,installation accuracy,and long-term service performance,making manufacturing quality one of the most important factors when selecting steel grating for industrial projects,
-
What Should You Pay Attention to When Installing Steel Grating? A Practical Guide for Safe and Long-Lasting Installation
Steel grating is a workhorse material across industrial platforms,walkways,drainage covers,stair treads,offshore facilities,power plants,and chemical processing units,Its strength,open-area drainage,and slip resistance make it indispensable,Yet even grating that meets every manufacturing standard can underperform—or fail entirely—when installation practices are overlooked,
-
How to Install Hydraulic Steel Pipes Correctly: Key Precautions for Reliable Hydraulic System Performance
Hydraulic steel pipes are manufactured to deliver reliable performance under demanding pressure conditions,but their service life depends just as much on correct installation as on product quality,Improper storage,contamination,incorrect bending,or poorly installed fittings can all lead to leakage,pressure loss,and premature component failure,This guide outlines the essential installation practices that help engineers and maintenance teams improve hydraulic system reliability from the very beginning,
-
What Are the Most Common Hydraulic Steel Pipe Quality Problems and How Can They Be Solved?
Hydraulic steel pipes are engineered to deliver precise dimensions,clean internal surfaces,and dependable pressure performance,However,quality issues can still arise during raw material preparation,manufacturing,storage,or transportation,Even a minor defect may lead to leakage,accelerated seal wear,hydraulic contamination,or unexpected equipment downtime,



 English
English Español
Español русский язык
русский язык Português
Português